选择我们的理由

公司拥有留德博士等国内知名大学毕业的研发团队
有多年服务于工业流体控制企业阀门设计、选型经验,能满足工业对阀门、锅炉等流体设备的严格要求
视客户为家人,己所不欲,勿施于人
充分了解客户工艺真实工况和需求,为客户提供价值更匹配、价格更合理的技术解决方案和产品


严控阀门及旗下产品生产的每一道工序,严格按照行业国际标准测试
严格出厂的每一件产品,更有专人抽检,确保100%合格。
专属技术顾问和完备的客户服务体系,方便您咨询沟通
7x24小时客户专线,72小时您有任何关于产品、工艺及业务上的事情随时可以致电!

史威阀工业阀门公司成立于1955年,总部位于美国德克萨斯州休斯敦。史威阀是阀门行业的领先制造企业,具有四个生产厂。在世界各地20多个国家和地区有史威阀的独立办公室和代理销售网络。史威阀具有丰富的 独一无二的阀门设计制造经验,其产品广泛应用于电力、石化、环境工程、采暖制冷、供水、排水工程、建筑、造船以及食品及饮料企业。史威阀按照ANSI、ASME、API等先进标准设计制造阀门,主要产品有闸阀、截止阀、止回阀、调节阀、球阀、蝶阀、仪表阀、伺服阀等;史威阀以优异的品质、合理的性价比,受到用户的普遍欢迎。感谢中石油、中石化、中海油、国电、国投、大唐电力、台塑、瓮福化工等企业的大力支持,感谢全世界各地合作的客户!

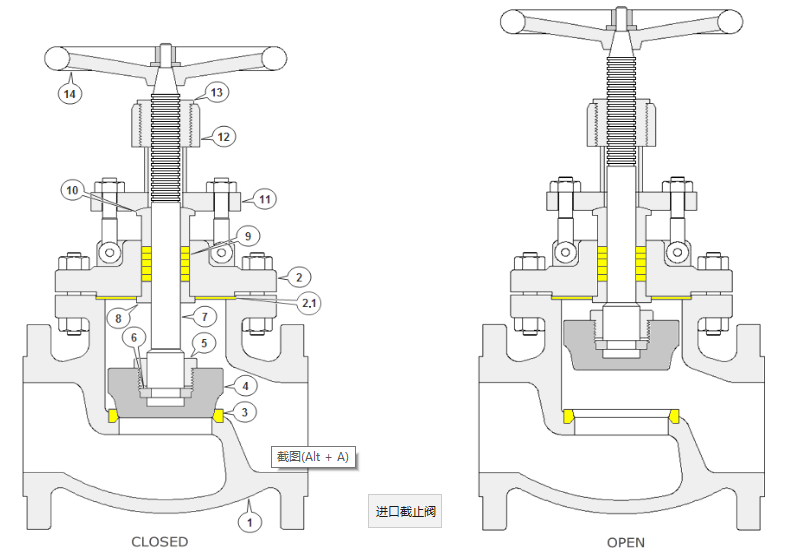
进口手动截止阀手动阀有三种基本类型-截止阀,闸阀和球阀。当然,每种都有很多变体,但是只要看一下它们的内部工作原理,就会发现···
确定在控制阀尺寸计算中使用的压降控制阀选型中最容易被误解的地方可能是选择压降Δp,以用于选型计算。如果不考虑将要安装阀门的···
进口双金属疏水阀顾名思义,双金属疏水阀是用两条不同的金属条焊接在一起制成的。元件在加热时会变形。(请参见右图)。关于此简···
平衡压力疏水阀液体膨胀疏水阀的一个很大改进是平衡压力疏水阀,如右图所示。其工作温度受周围蒸汽压力的影响。操作元件是一个装···
倒桶式疏水阀倒置桶式疏水阀如图11.3.3所示。顾名思义,该机构由一个倒置的铲斗组成,该铲斗通过杠杆连接到Valve。疏水阀的重要组···
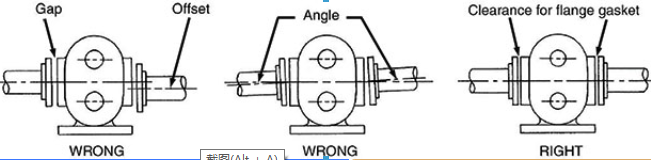
钢管架管架或管桥是专门设计和制造的结构,用于支撑没有足够结构的多条管道。管架上的管道布局应遵循在项目的初步工程阶段建立的···
炼钢炼钢炉为了生产钢铁,工厂使用以下两种工艺之一:碱性氧气炉(BOF)或电弧炉(EAF)。碱性氧气炉(BOF)碱性氧气炉是将高炉中···
什么是钢?一开始有铁铁是地壳中最常见的金属之一。它几乎以矿石的形式随处可见,并与许多其他元素结合在一起。在欧洲,铁矿的工···